Aug 10, 2023
باعتبارها عنصراً أساسياً من آلة تمزيق الورقلا يقتصر عمر أدوات القطع على الصيانة فحسب، بل يؤثر بشكل كبير على الأداء العام وكفاءة معدات التقطيع. فزيادة عمر أدوات القطع تُسهم في تقليل وقت التوقف، وزيادة الإنتاجية، وخفض تكاليف الصيانة.
تُعدّ آلات التقطيع أداة متعددة الاستخدامات قادرة على تقطيع وقص مجموعة واسعة من المواد، بما في ذلك أنابيب البولي إيثيلين، والزجاجات البلاستيكية، والخشب، وأسلاك النحاس المستعملة، والأغشية البلاستيكية، والأكياس المنسوجة، والورق، ولوحات الدوائر الإلكترونية، والمعادن الرقيقة، والنفايات الطبية، والأجهزة المنزلية المستعملة، والنفايات المنزلية. كما تُستخدم أيضًا في إعادة تدوير المركبات ومعالجة النفايات المنزلية.
عندما يتعلق الأمر بالتطبيقات، فإننا نختار بعناية السكاكين المناسبة لمعدات التقطيع، وذلك حسب نوع النفايات التي يتم إعادة تدويرها.
أما فيما يتعلق بأنواع السكاكين، فيمكن تصنيفها أيضاً وفقاً لنوع آلة التقطيع، على النحو التالي: شفرات آلة التقطيع أحادية المحور, شفرات آلة تمزيق ذات عمود مزدوج، سكاكين تقطيع بثلاثة محاور، وسكاكين تقطيع بأربعة محاور.
إذن، ما هي العوامل الرئيسية التي تؤثر على عمر خدمة سكاكين القطع في معدات التقطيع؟
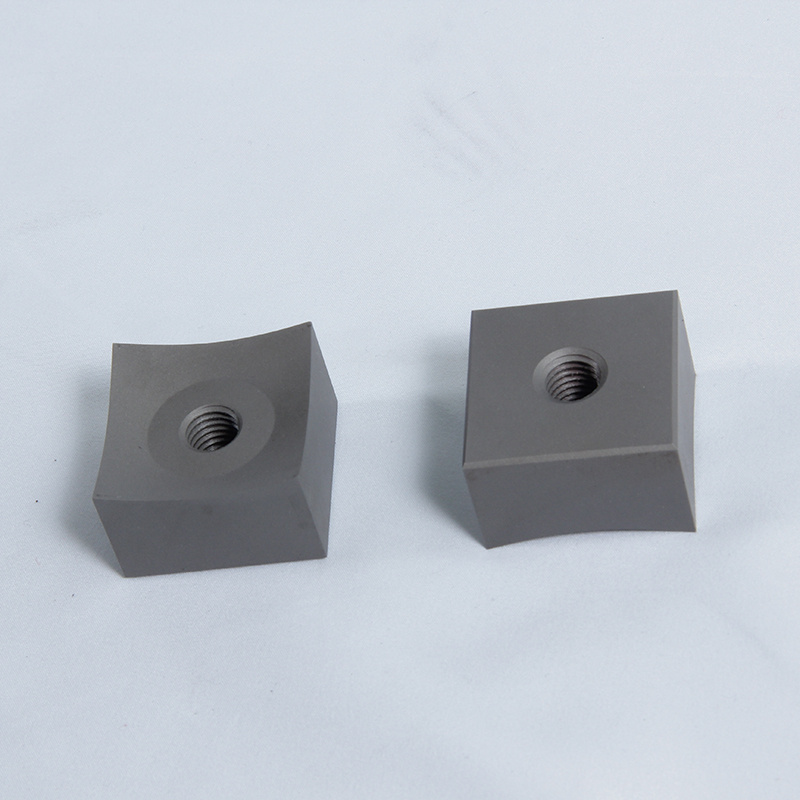
1. بنية سكاكين القطع: يشمل ذلك فجوة القطع، وزاوية الأداة، وخشونة سطح حافة القطع للسكين
2. المواد الخام لأدوات القطع: اختيار المواد المناسبة لعمليات التقطيع المختلفة.
3. المعالجة الحرارية لأدوات القطع: صلابة الشفرة، وتجانس الصلابة على نفس السطح، والصلابة المناسبة لعمليات التقطيع المختلفة.
4. سرعة دوران الأداة: أي سرعة تمزيق الأداة بالنسبة للمادة؛
5. قوة التقطيع لشفرة القطع، وهي قوة معدات التقطيع.
اقرأ المزيد







 شبكة IPv6 مدعومة
شبكة IPv6 مدعومة